|
Упаковочные аппараты.
Конструкция упаковочных аппаратов. |
|
|
Плоский пакет образуется двумя способами: наложением друг на друга полос упаковочного материала или складыванием полосы вдвое. Наложение полос может осуществляться с одного или двух рулонов. А по направлению движения упаковочного материала автоматы первого типа бывают горизонтальными и вертикальными. |
|
|
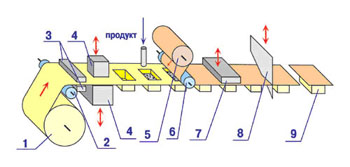
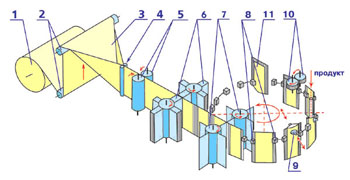
Схема упаковочной машины горизонтального типа непрерывного действия,
образующей плоский пакет наложением полос с двух рулонов |
|
|
|

|
1 - нижний рулон;
2 - ролик;
3 - верхний рулон;
4 - ролики;
5 - ротора сварочные;
6 - ротора отрезки;
7 - ножи;
8 - готовый пакет (упаковка) |
|
|
|
Принцип работы. Полоса упаковочного материала сходит с нижнего рулона 1 через натяжной ролик 2 и движется горизонтально. На нее помещаются дозы продукта или отдельные предметы. Вторая полоса упаковочного материала сходит с верхнего рулона 3 и накрывает нижнюю полосу с помощью роликов 4. Сварочные роторы 5 соединяют между собой полосы упаковочного материала вокруг продукта или предметов, а роторы отрезки 6 с помощью ножей 7 отрезают готовый наполненный пакет или упаковку 8. |
|
|
|
|
|
Схема упаковочной машины горизонтального типа периодического действия,
образующей блистерную упаковку |
|
|
|
|
1 - рулон термоформующегося материала;
2 - ролик;
3 - нагреватели;
4 - устройство термоформования;
5 - рулон запечатывающего материала;
6 - ролик;
7 - устройство
запечатывания;
8 - нож;
9 - готовая упаковка |
|
|
|
Принцип работы. Термоформующийся упаковочный материал разматывается с рулона 1 и через ролик (или систему роликов) 2 проходит между двумя нагревателями 3, где нагревается до температуры размягчения. Пуансон и матрица устройства формования 4 образуют в материале ячейки требуемой формы, которые заполняются продуктом. Запечатывающий материал, разматываясь с рулона 5, с помощью ролика 6 накрывает ячейки с продуктом. Устройство горячего запечатывания, опускаясь на верхний материал, сваривает его с плоскими краями ячеек. Нож 8 отделяет готовые заполненные упаковки 9. |
|
|
|
|
|
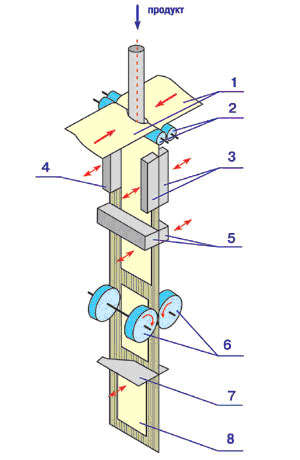
Схема упаковочной машины вертикального типа непрерывного действия, образующей плоский пакет наложением полос с двух рулонов |
|
|
|

|
1, 2 - рулоны;
3, 4 - ролики направляющие;
5 - ролики продольной сварки;
6 - ротора поперечной сварки;
7 - губки;
8 - ротора отрезки;
9 - ножи;
10 - готовый пакет |
|
|
|
Принцип работы. Полосы упаковочного материала с рулонов 1 и 2 через направляющие ролики 3 и 4 подводятся к роликам продольной сварки 5, нагретые цилиндрические поверхности которых протягивают полосы и сваривают края полос, образуя продольные швы. Вращающиеся роторы поперечной сварки 6 сводят расположенные на них губки 7, которые образуют поперечные швы. Иногда ниже роторов поперечной сварки 6 располагаются роторы отрезки 8, которые ножами 9 отрезают готовый пакет 10. |
|
|
|
|
|
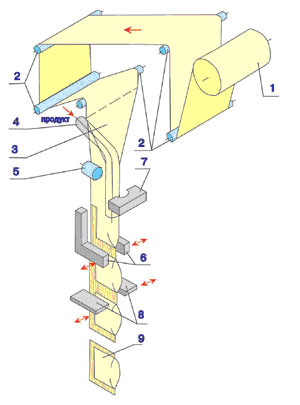
Схема упаковочной машины вертикального типа непрерывного действия, образующей плоский пакет наложением полос с одного рулона |
|
|
|

|
1 - рулон;
2, 3 - ролики натяжные;
4 - нож продольной разрезки;
5, 6, 7 - направляющие ролики и ролики разворота и сведения полос;
8 - ролики продольной сварки;
9 - ротора поперечной сварки;
10 - губки;
11 - ножи поперечной разрезки;
12 - пластины;
13 - готовый пакет |
|
|
|
Принцип работы. Упаковочный материал с рулона 1 движется через натяжные ролики 2 и 3 и разрезается ножом 4 на две полосы. Каждая из полос разворачивается с помощью роликов 5, 6 и 7, и полосы сводятся друг к другу термосвариваемым слоем внутрь. Ролики продольной сварки 8 протягивают и сваривают полосы, образуя продольные швы. Расположенные ниже роторы поперечной сварки 9, вращаясь, периодически сводят расположенные на них губки 10 и образуют поперечные швы. Одновременно ножом 11 в одной губке и пластиной повышенной твердости 12 в другой - пакет 13 отрезается. |
|
|
|
|
|
Схема упаковочной машины вертикального типа периодического действия, образующей плоский пакет наложением полос с одного или двух рулонов |
|
|
|
|
1 - упаковочный материал;
2 - ролики направляющие;
3, 4 - губки
продольной сварки;
5 - губки поперечной
сварки;
6 - ролики протяжки;
7 - нож;
8 - готовый пакет |
|
|
|
Принцип работы. Две полосы упаковочного материала 1 (с одного или двух рулонов) после роликов 2 проходят мимо двух пар губок продольной сварки 3, 4 и одной пары губок поперечной сварки 5, которые периодически сводятся. При сведении губок на пакете образуются продольные и поперечные швы. Когда губки разведены, включаются ролики протяжки 6, которые протягивают полосу заполненных пакетов. В момент остановки роликов 6 нож 7 разрезает полосу, отделяя готовый пакет 8. |
|
|
|
|
|
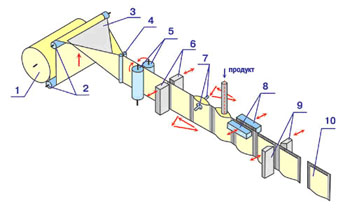
Схема упаковочной машины вертикального типа двухручьевого исполнения, образующей плоский пакет наложением полос |
|
|
|

|
1 - упаковочный материал;
2 - ролики;
3 - ножи продольной разрезки;
4 - ролики продольной сварки;
5 - ротора поперечной разрезки;
6 - губки;
7 - ножи поперечной разрезки;
8 - пластины;
9 - готовый пакет |
|
|
|
|
|
|
Схема упаковочной машины вертикального типа, образующей плоский пакет складыванием полосы. С пакетообразователем (а) и без него (б) |
|
|
|
|
1 - рулон;
2 - ролики;
3 - пакетообразователь;
4 - труба;
5 - ролики протяжки;
6 - губки сварочные;
7 - прижим;
8 - ножи;
9 - готовый пакет;
10 - ролик складывающий торообразный;
11 - ролики складывающие |
|
|
|
|
|
|
|
|
|
Схема упаковочной машины горизонтального линейного типа периодического действия, образующей плоский пакет складыванием полосы с разрезанием наполненного пакета (а - пакет с тремя швами; б - с четырьмя швами) |
|
|
|
|
1 - рулон;
2 - ролики натяжные;
3 - элемент
складывающий;
4 - ролики складывающие;
5 - ролики протяжки;
6 - губки поперечной сварки;
7 - устройство раскрытия;
8 - губки запечатывающие;
9 - ножи;
10 - готовый пакет (с тремя швами);
11 - губки продольного (нижнего) шва;
12 - готовый пакет (с четырьмя швами) |
|
|
|
|
|
|
Схема упаковочной машины горизонтального линейного типа периодического действия, образующей doy-pack |
|
|
|

|
:1 - рулон;
2 - ролики натяжные;
3 - устройство нанесения термоклея;
4 - элемент складывающий верхний;
5 - элемент складывающий нижний;
6 - ролики прижимные;
7 - ролики протяжные;
8 - губки поперечной сварки;
9 - ножи;
10 -захваты;
11 - устройство
раскрытия;
12 - губки запечатывающие;
13 - готовый пакет |
|
|
|
Принцип работы. Упаковочный материал с рулона 1 через натяжные ролики 2, периодически двигаясь, подводится к устройству нанесения термоплавкого клея 3, где на материал в местах нижних углов будущих поперечных швов пакетов наносится небольшое количество клея. Клей наносится не всегда, в некоторых машинах такое устройство отсутствует. Затем материал подходит к двум складывающим элементам - верхнему 4 и нижнему 5 - и складывающим роликам 6, где складывается вдоль. Благодаря наличию двух складывающих элементов, материал складывается не просто вдвое, а так, что продольная складка имеет W-образную форму. Сложенный материал протягивается на длину пакета роликами протяжки 7, а губки поперечной сварки 8 образуют швы пакетов. Ножи 9 делают разрез посредине шва, отделяя пакеты. Отрезанный пакет зажимается захватами 10, транспортирующими его далее. Устройство раскрытия 11 раздвигает стенки сложенного пакета, раскрывая его. Благодаря взаимодействию устройства раскрытия, раздвигающего стенки пакета и чуть подающихся навстречу друг другу захватов, пакет раскрывается. Раскрытый пакет поступает под трубу продуктовода для заполнения. Далее запечатывающие губки 12 образуют верхний шов пакета, после чего захваты 10 освобождают готовый наполненный пакет 13. |
|
|
|
|
|
Схема упаковочной машины горизонтального линейно-роторного типа |
|
|
Схема упаковочной машины горизонтального линейно-роторного типа
непрерывного действия, образующей плоский пакет складыванием полосы,
с разрезанием ненаполненного пакета |
|
:1 - рулон;
2 - ролики натяжные;
3 - элемент складывающий;
4 - ролики складывающие;
5 - ролики протяжки;
6 - ротора поперечной сварки;
7 - ротора отрезки;
8 - захваты;
9 - устройства раскрытия;
10 - ролики
запечатывающие;
11 - готовый пакет |
|
|
|
Принцип работы.
Упаковочный материал с рулона 1 через натяжные ролики 2 подводится к складывающему элементу 3, который наряду со складывающими роликами 4 сгибает упаковочный материал пополам и тот далее транспортируется протягивающими роликами 5. Сварочные губки, расположенные на непрерывно вращающихся роторах поперечной сварки 6, образуют на сложенном материале поперечные швы, а ножи на роторах 7 разрезают гирлянду на отдельные пакеты. Образование поперечных швов может быть совмещено с отрезанием пакетов, как показано на рис. 4. Отделенные пакеты в местах поперечных швов зажимаются захватами 8 и, двигаясь по замкнутой траектории, переносятся на следующие операции. Устройство 9 раскрывает пакет, и в него поступает доза продукта. Горячие ролики 10, прокатываясь по верхней части пакета, запечатывают его, и упакованный продукт 11 сходит с автомата. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
©
Агромаш 2006г. |









































































")




































")













")



")






")

")


















")



")
 емкость")

















































")


